
2008-03-25
作者:岳峰杰 中铝山西分公司
摘 要:中铝山西分公司氧化铝分厂离心压缩机在运行过程多次出现滑动轴承的油膜振荡故障,单台设备检修时间长达159个月,Z后采用错位瓦等方案成功地解决了这一难题。本文阐述了该机滑动轴承油膜振荡故障的识别及解决方案,对同类问题的解决提供了参考依据。
关键词:离心压缩机;滑动轴承;油膜振荡;错位瓦
一、故障现象
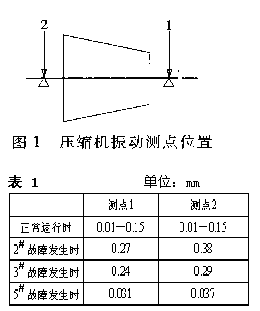
我公司氧化铝分厂的单缸双支撑六级压缩离心压缩机,型号为EI3709/0.97,转子两侧支撑轴承为圆柱瓦轴承,设计工作转速为8886r/min,转子临界转速为3 010r/min,第二临界转速为11200r/min。其中2#,3#,5#压缩机在运行过程中先后出现振动突然加大,并伴有异常“嗒嗒”声,具体振动变化数据见图1、表1(振动方向为垂直径向)。
我们先后对转子动平衡、轴系对中性、轴承间隙等10余处影响振动的原因进行检查、调整,先后试车20余次,均未找到故障原因。
二、故障原因分析
1.在查找故障原因时,发现振动值的变化有一定规律。
(1)振动值与环境温度的变化存在一定规律,温度下降,振动值略有升高;反之会下降。分析认为:环境温度的变化影响润滑油温、润滑油粘度、油膜刚度的变化,从而影响轴承振动值的变化。
(2)振动值大小与声音的剧烈程度同步:振动大时,声音剧烈;振动小时,声音平缓。
(3)其他运行参数变化时,振动值变化较迟钝,压缩机在空负荷运行时(吸风阀未打开时)就产生剧烈振动,在吸风、力口压过程中,振动值基本睡不变,可以排除密封间隙失稳故障。
2.振动频谱分析。故障特征频率为48~50Hz,转子转动基频为148.1 Hz,转子的临界转速为50.2Hz,故障特征频率约为转子转动基频的0.3倍,接近转子临界转速,且峰值超过基频振动峰值,轴心轨迹扩散不规则,符合油膜振荡的基本特征。
3.解体检查。轴瓦乌金表面有明显的摩擦亮痕,说明转子有可能除自转外还存在由涡动引起的公转现象,这也是滑动轴承油膜涡动、振荡的基本特征。
根据以上分析,故障原因是轴瓦油膜涡动、振荡引起。
三、故障解决方案
油膜振荡是由半速涡动发展而成,即当转子转速升至两倍于临界转速时,涡动频率与转子固有频率重合,使转子一轴承系统发生共振性振荡而引起,如果能提高转子的临界转速,使其大于0.5倍工作转速,即可避免发生油膜振荡,但这显然无法实现。
只有通过加大轴承的载荷,使轴颈处于较大的偏心率下工作,提高轴瓦稳定性的办法解决。
1.在振荡发生时,提高油温,降低润滑油的粘度,油温由35℃提高到42℃。
2.E1370压缩机转子支承轴瓦是圆柱瓦,改为椭圆错位瓦,使轴颈处于较大的偏心率下工作,利用上瓦油压,使下瓦的载荷加大,从而提高轴瓦的稳定性。具体调整、检修方案如下(见图2)。
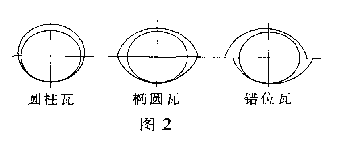
原圆柱瓦轴瓦顶间隙为0.20mm,侧间隙为0.10 mm。
椭圆错位瓦顶间隙略有减小,为0.17mm,侧间隙采用正错位,即转子轴顺时针旋转,左侧上瓦侧间隙为0.15mm,下瓦侧间隙为0.11mm;右侧上1f50瓦侧间隙为0.07mm,下瓦侧间隙为0.11mm。
3.调整轴承的相对高度,使压缩机转子两支承瓦中心提高0.10~0.15mm。
四、结束语
用方案2对5#压缩机,方案3对2#压缩机两块支撑轴瓦进行调整,方案1对3#压缩机润滑油压进行调整,试车均取得成功,振动值均小于0.15mm,运行声音均匀、清晰,“嗒嗒”声彻底消失。
参考文献:
[1]刘士学,方先清.透平压缩机的强度与振动[M].机械工业出版社.
[2]闻邦椿,顾家柳等.高等转子动力学[M].机械工业出版社.


