陈巧莲,曹小益,陈艳辉(郴州职业技术学院,湖南 郴州 423000)
【摘 要】 交叉滚子轴承被广泛地使用于起重工程机械和军工产品上。交叉滚子轴承结构尺寸大,成本高,购买一个交叉滚子轴承需人民币约二十万元,返修成本只有四万多元,且返修后的轴承一样的能满足机械的使用性能,这样大大节约了成本,提高了经济效益。本文从技术方面阐述了如何对已不能再使用的交叉滚子轴承进行返修的过程。
【关键词】 交叉滚子轴承;外齿圈;滚子;上内圈;下内圈;滚道;返修
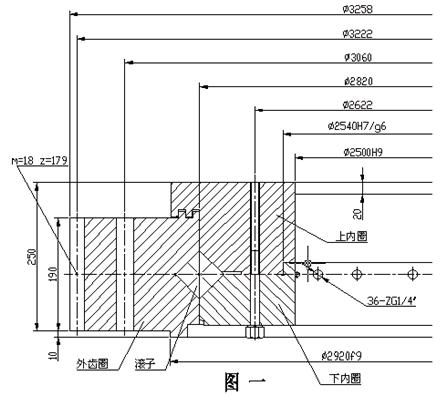
单排交叉滚子轴承由外齿圈、滚子、上内圈、下内圈等组成,滚子为圆柱型,平行交叉排列在外齿圈、上内圈和下内圈的滚道面所形成的通过直径的截面为正方形,对角线垂直于地面的圆形空间内(见图一)。结构紧凑,重量轻,装配间隙小,制造精度和安装精度要求高,单排交叉滚子轴承是一种可以同时承受轴向力、径向力、倾翻力矩的大型轴承,通常带有安装孔,润滑孔和密封装置。
单排交叉滚子轴承外形尺寸大,更换困难,价格昂贵,在使用过程中,要求用户维护保养及时,让其具有良好的润滑,并调整好其与传动件的啮合间隙等,以延长它的使用寿命,保证正常生产。
某焦化厂的2#斗轮堆取料机的回转机构上使用了单排交叉滚子轴承,用了四年后进行了大修更换,拆卸后,对其进行仔细的观测,发现它根本没有润滑的环境,安装前其内腔充满了黄油,而设备本身给予的是稀油润滑环境,由于干油堵塞所有润滑孔,稀油无法进入内腔,造成长期干磨,而且整机平衡性能不好,头部接地压力达6吨,使交叉滚子轴承受力不均匀,滚子和滚道已磨损和锈蚀,受力大的一边更为严重,另外外圈与回转驱动的小齿轮间隙上小下大,回转驱动的小齿轮定位不牢,有跳动,齿轮啮合间隙时大时小,造成打齿、憋死和回转角度达不到设计要求的现象。所以,更换交叉滚子轴承时,有必要把新交叉滚子轴承的稀油润滑改为干润滑,重新调整整机平衡,保证齿轮的正常啮合。
从节约生产成本的原则出发,先把旧的交叉滚子轴承拆开,经过认真仔细的检查和测量,发现经过返修后其可再次使用。首先,在斗轮机这种特定的设备上使用,外齿圈的工作角度一般在180°左右,也就是说整圈外齿有一半未使用,再次使用时,用另一半齿,即使整圈外齿都已使用,还可以作齿面修复。其次,四个滚道面虽已损坏,而且面积大,但只是表面层,不深,有加工余量,可以返修,根据返修后的四个滚道面所形成的净空间尺寸Z后确定滚子的大小。再者,整个交叉滚子轴承返修的成本只有原成本的1/3左右,可节约不少资金,有返修的必要。
返修过程如下:
1 清洗各个组件,修复所有组件外形上的缺陷
修复齿轮前先化验上下内圈及外齿圈的材质,检验报告表明:其均为40Cr,采用J606焊条堆焊,经热处理调质后其硬度值为HB=240~270。上内圈上8-M24丝孔大部分已损坏,重新攻丝成8-M27的丝孔,同样,下内圈上的8-φ25孔改钻成8-φ28的孔,更换连接用螺栓等。
2 交叉滚子轴承主体上、下内圈、外齿圈之间的找正复位
由于交叉滚子轴承长时间使用后,止口、防尘迷宫等变形严重,先找正后分别少量加工,车起即可,加工前外圈先加工齿轮齿顶圆,以此作为基准加工其它面,而上下内圈以原止口为基准加工其它面(滚道除外)。
3 齿轮的修复
Z佳的办法是测量出外齿圈上损坏磨损Z严重的齿,在保证齿轮模数不变的情况下,通过计算,重新滚齿,使齿轮负变位,同样,与之相配合的减速机上的输出小齿轮正变位,为了保证两齿轮啮合时中心距不变,成对的齿轮为高变位。其次是把已损坏磨损的齿先用修复液整形或堆焊并留加工余量,然后滚齿加工至原尺寸。为保证原传动部位的零部件及备件(如输出小齿轮等)能再次使用,需要保证齿轮啮合的中心距不变,对齿形的修复,采用堆焊再加工的方法。
4 滚道面的修复
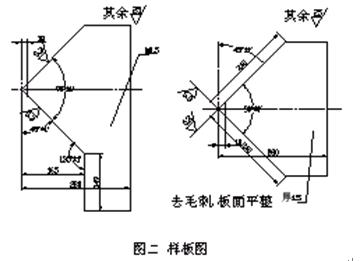
四个滚道面所形成的通过直径的截面为正方形,对角线垂直于地面,即每个滚道面通过直径的截面均与整体中心线成45°角,由于滚道表面损坏较严重,呈椭圆状,表面有凸缘环和环状凹痕,以前面指明的基准磨削加工滚道表面(因表面硬度高),经测量椭圆度偏差为3mm,磨削加工完后,测硬度,均在HRC30~40,为保证45°角,特制作样板(见图二)用于测量角度。
滚道经表面淬火,淬火后硬度为HRC55~60。然后再次磨削。
5 滚子的配制
(1)制作八个调整滚子,尺寸与原产品一致(φ70-0.023-0.010);
(2)将上述已制作的八个滚子在圆环腔内均匀四点交叉按实际位置放置,每个位置上交叉放置两个,将交叉滚子主要组件合成一体,拧紧螺栓使上下内圈贴合;
(3)水平支承起外齿圈至一定高度(250mm以上),让上下内圈(一体)下沉到Z低位置测量出其上平面与外齿圈上平面的相对位置即高度差H3,作好记录;
(4)同样,水平支承起上下内圈(一体)至一定高度(250mm以上),让外齿圈下沉到Z低位置测量出其上平面与上下内圈(一体)上平面的相对位置即高度差H4,作好记录;
(5)计算出上述两次测量值的差值H=H4-H3,换算成直径的增补量X=(H-δ)/ mm=(H/
mm=(H/.png) -0.106)mm(δ为交叉滚子轴承上下游动间隙,约为30~80丝,取δ=0.3 mm)。
-0.106)mm(δ为交叉滚子轴承上下游动间隙,约为30~80丝,取δ=0.3 mm)。
6、滚子直径为φ(70+X)-0.023-0.010mm,具体推算见图三至图九。说明:上述中提到的H=H4-H3与H=H1+H2中的H相同,即H=H4-H3=H1+H2。
7、成批制作标准滚子,滚子数量为〔(交叉滚子轴承直径×π)/(70+X)Y取整数,余数小于一个直径φ(70+X)的正整数。若Y为偶数时,Y即为Z终值;若Y为奇数,则Z终值为Y-1,为了保证余数小于一个直径的正数值,要求重新确定滚子的直径(增大),用在止口垫薄铜板增加滚道净空,重新调整,直到交叉滚子轴承上下游动间隙正确为止〕。
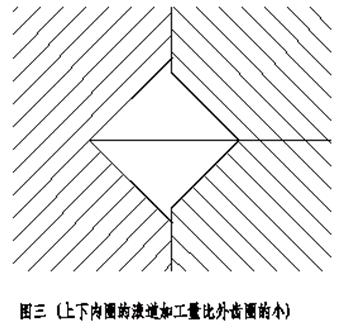
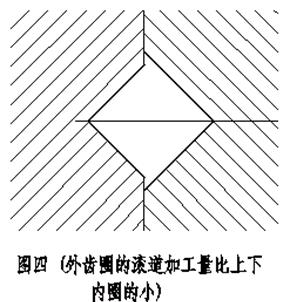
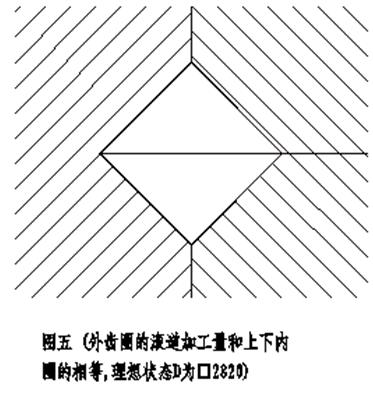
滚道面是成对加工的,外齿圈上一对,上下内圈为一对,配对的滚道面每一个通过整体圆心的截面的两母线成90º的角,且每根母线与中心线的夹角为45º,假设同一截面内的成对加工的母线的两交点在同一水平面内,加工后的滚道内腔的截面图总是如图三、图四、图五所示。
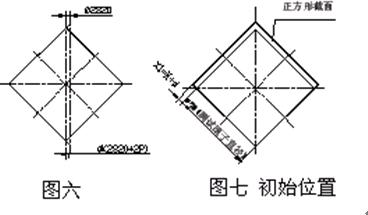
延长图3中右边的两根母线与另两根母线相交,再作出四根母线的两根中心线和通过中必线交点的垂直、水平线,连接分形面(φ2820的圆柱面)与母线的交点后可知,四根母线所形成的图开总为对角线为垂直和水平线的正方形,垂直对角线所形成的圆柱面直径D为φ(2820+2P),见图6(同样,上面图三的D为φ(2820-2P),省略)。
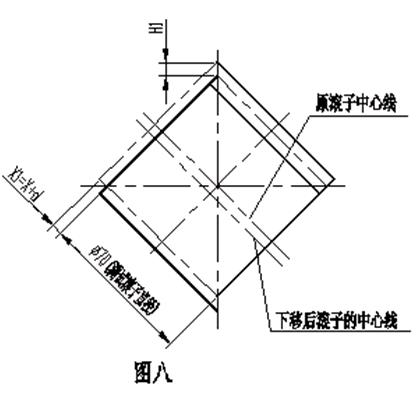
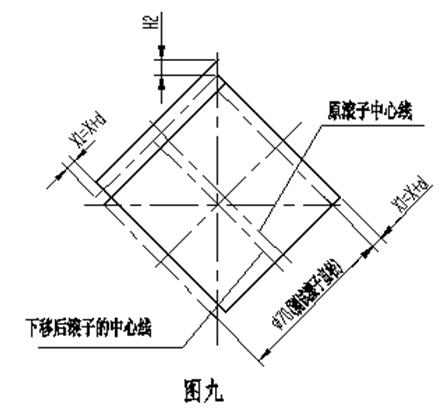
支撑并固定起上下内圈(250mm以上),让外齿圈自然下垂(见图8),使中心线与水平线成45º角的滚子与滚道母线接触,这时外齿圈的上平面与上下内圈的上平面的相对位移与初始位置比较变化了H1;支撑并固定起外齿圈(250mm以上),让上下内圈自然下垂(见图9),使中心线与水平线成135º角的滚子与滚道母线接触,这时外齿圈的上平面与上下内圈的上平面的相对位移与初始位置比较变化了H2。图八与图九这两个极限总的高度差为H=H1+H2。
6 安装
认真清洗,滚子严格交叉相隔摆放,按图纸要求,正确地定位三主体件的回火带的相对位置,拧紧紧固件,试运行,在无任何故障的情况下,在内腔的装滚子部位塞满黄油,完全组装成一体,在主体外表面涂上机油并包扎。
结语
返修后回转机构运转情况至今良好,交叉滚子轴承无任何异常现象出现。这样大大减少了资金的投入,节约生产成本,给企业带来良好的经济效益。
参考文献
[1]回转支承型式、基本参数和技术要求.中华人民共和国机械工业部标准JB2300—841985年07-01实施.
[2] 郭逊.重型机械制造、装配、工装设计新技术新工艺与技术测量及相关标准规范实用手册[M].
[3] 魏富海主编.现代工程机械故障诊断与排除、维护及检修技术实务全书[M].
[4] 大型薄壁轴承45°内外滚道面的磨削加工[J]. 一重技术 ,2002.
[5] 大型薄壁交叉滚子轴承内外圈45°滚道面的磨削加工[J] .重型机械科技,2004.2.
陈巧莲(1966-),女,高级讲师,主要从事机械设计创新与教学工作。

.jpg)


